 Int'L Trading Co.,Ltd.")
Euskal
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик







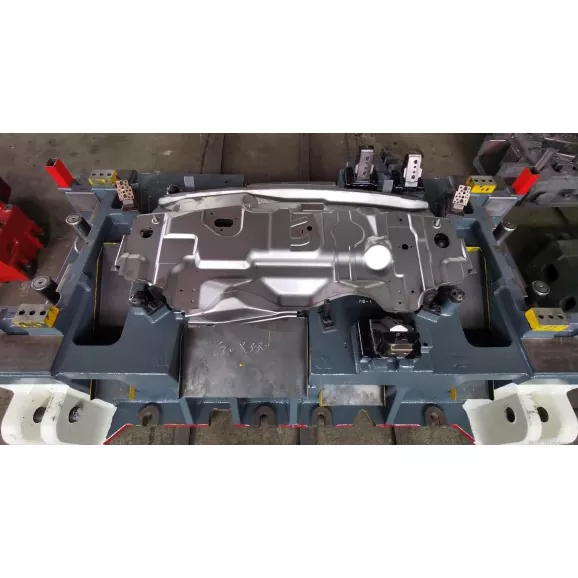
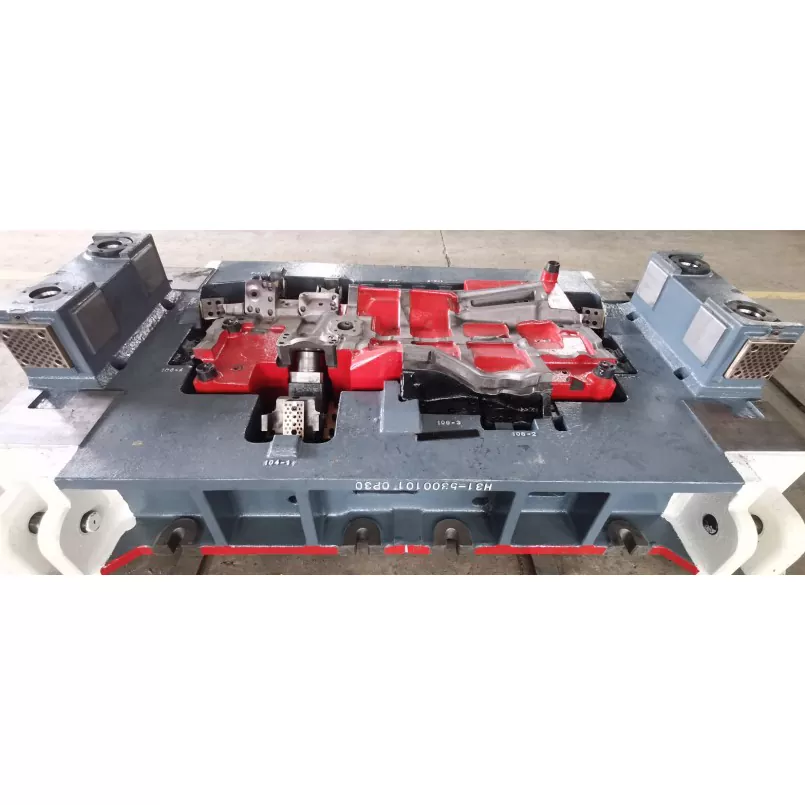
Automobilgintzako aurrealdeko panelen muntaia estanpatzeko trokelak
Automobilaren aurrealdeko panela ibilgailuaren karrozeriaren oinarrizko karga-osagai bat da, osagai kritikoak onartzen ditu, hala nola, motorraren konpartimenduan eta talka kargak jasaten ditu. Automobilgintzako estanpazioko trokelen fabrikatzaile profesional gisa, SIKAIDAk doitasun handiko Automotive Front Panel Assembly Stamping Trokelen ikerketan eta garapenean oinarritzen da, aurrealdeko panelaren egiturazko indarra eta segurtasunaren errendimendua bermatzeko teknologia aurreratu ugari integratuz. Egoitza nagusia Txinan du, SIKAIDA mundu mailako autogileen hornitzaile fidagarria da, produkzio eta kalitate kontrol sistema oso baten jabe.
SIKAIDA Automotive Front Panel Assembly Stamping Dies goi-mailako doitasun ekipamendu independenteak garatzen dira, aurrealdeko panelen multzoen ekoizpen masiborako egokiak. Aurrealdeko panelen muntaketaren egitura konplexuari eta eskakizun handiei erantzuten die (gorputzaren panel handiak), trokelak teknologia aurreratuak integratzen ditu produkzio-erronka nagusiak konpontzeko. Fabrika ekipamendu profesionalez eta talde dedikatu batez hornituta dago trokelaren kalitateak estandarrak betetzen dituela ziurtatzeko.
Produktuaren xehetasunak
1. Gorputz Handiaren Panelen Egitura Konformatzea
Materialaren fluxuaren eta luzatzearen kontrol zehatza, gako dimentsioko zehaztasuna ± 0,1 mm barruan, lautasun-errorea ≤0,15 mm/m; Marrazketa sakoneko eremuek pasabide anitzeko konformazio progresiboa erabiltzen dute materialaren akatsak saihesteko eta etekina hobetzeko.
2. Gainazal kurbatu konplexuak osatzeko teknologia
Automotive Front Panel Assembly Stamping Dies-ek hiperboloide formazioa eta profil egitura erregulagarria erabiltzen ditu. CAE analisiarekin eta prozesuen optimizazioarekin konbinatuta, zimurrak eta pitzadurak bezalako arazoak konpontzen ditu, gainazaleko zehaztasuna ±0,05 mm-ko barnean lortuz, ondoko osagaiekin bateragarritasuna bermatuz.
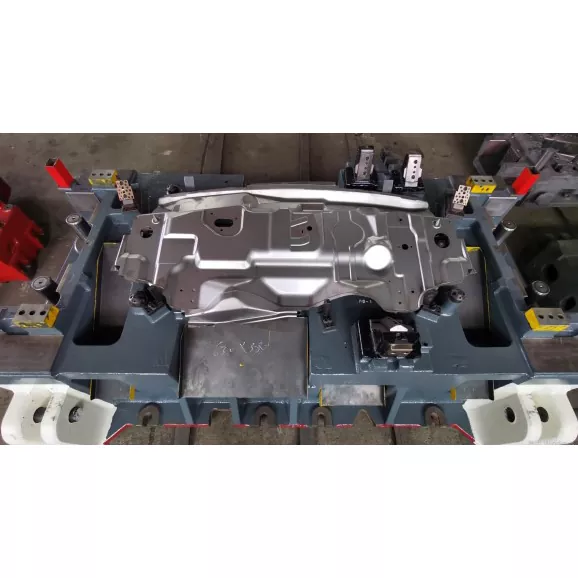
3. Indartze-habearen diseinu integratua
Aurrealdeko panela eta sendotzeko habea zatitutako barrunbearen teknologiaren bidez integratzen dira, erresistentzia handiko materialetara egokituz eta indartzeko habearen zehaztasun geometrikoa bermatuz (zuzentasuna ≤0,1 mm/m, paralelismoa ≤0,15 mm).
4. Osagai Anitzeko Konformazio Integratua
Hainbat prozesu integratzen dira, osagai anitzeko konformazioa estanpazio-eragiketa bakar batean osatuz; Diseinu modularra eta molde aldaketa azkarra espezifikazio anitzeko ekoizpenera egokitzen dira, materialaren erabilera-tasa ≥80% lortuz eta ekoizpen-eraginkortasuna hobetuz.
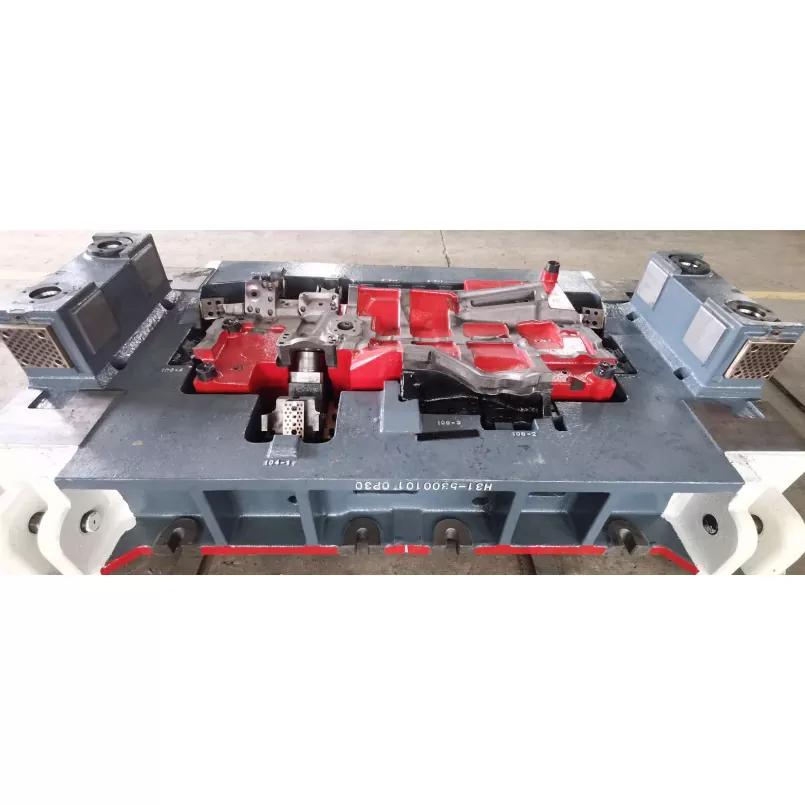
5. Zehaztasun eta segurtasun handiko errendimendua
Zehaztasun handiko gidak eta presio-feedback kontrolak zulo kritikoaren zehaztasuna bermatzen dute ± 0,05 mm-ko barruan; Egitura-diseinu optimizatuak talketan diseinatutako deformazioa bermatzen du, okupatzaileen segurtasuna bermatuz.
6. Prozesuen Kontrol eta Optimizazio Adimentsua
Automotive Front Panel Assembly Stamping Dies-ek CAE softwarea erabiltzen du diseinu optimizatzeko, hiru begiztako kontrol eta monitorizazio sistema adimendun bat erabiliz konformazio egoera denbora errealean kontrolatzeko, produktuaren kalitate egonkorra bermatuz.


Produktuaren Ezaugarriak eta Aplikazioak
1. Bidaiarientzako ibilgailuak: gorputzaren zurruntasuna eta talkaren segurtasuna bermatzen ditu, kanpoaldeko zigilatzeko baldintzak betez;
2. Merkataritza Ibilgailuak: inpaktu astunak jasaten ditu, egituraren fidagarritasuna eta iraunkortasuna bermatuz;
3. SUVak/Off-Road Ibilgailuak: motorren konpartimentu handietara egokitzen da, aurrealdeko babesa hobetuz;
4. Ibilgailu elektrikoak: eskakizun berezietara egokitzen da, hala nola bateria-pakete eta hozte-hodiak, diseinu arina ere kontuan hartuta;
5. Lasterketetako autoak/errendimenduko autoak: aerodinamiko, arin eta zurruntasun handiko baldintzak betetzen ditu;
6. Kamioiak/Autobusak: Ibilgailu handietara egokitzen da, karga-gaitasuna eta talketarako segurtasuna bermatuz.
Fabrikazio Prozesuaren Sarrera
1. Produktuen diseinua eta analisia
Software profesionala konformagarritasuna aztertzeko eta prozesuaren optimizaziorako erabiltzen da parametro optimoak zehazteko, segurtasuna eta muntaiaren zehaztasuna orekatuz.
2. Moldearen Egituraren Diseinua
3D diseinu osoa, egitura modularra, mantentze erraza, ekoizpen automatikora eta eragiketa robotikora moldagarria.
3. Materiala hautatzea eta prestatzea
- Laneko piezak: gogortasun handiko molde altzairua hautatzen da, marrazketa sakoneko eremuetan erabiltzen den aleazio berezi batekin;
- Moldearen oinarria / Pieza estandarrak: kalitate handiko altzairua hautatzen da indarra eta doitasuna bermatzeko;
- Gainazalaren tratamendua: nitrurazioa, kromatu gogorra, etab., marruskadura eta atxikimendua murrizteko.
4. Zehaztasun-mekanizazio-prozesua
Zabarraren mekanizazioak mekanizazio hobaria amaitzeko aukera ematen du. Akabera goi-mailako ekipamenduekin egiten da, Ra0.2-ko gainazaleko zimurtasuna, zuloaren posizioaren zehaztasuna ±0.01mm-ko eta ≥HV950-ko gogortasuna gainazala sendotzeko tratamenduaren ondoren.
5. Muntaketa eta arazketa
Doitasun-muntaiak, makinaren parametroen arazketa, lehen piezaren ikuskapena eta loteen probako ekoizpenak moldearen egonkortasuna eta fidagarritasuna bermatzen ditu.
Garapen joerak
1. Arina eta Erresistentzia Handia: Material berrietara egokitzea eta prozesu aurreratuak erabiltzea, arina eta segurtasuna orekatuz;
2. Zehaztasuna eta Segurtasunaren Optimizazioa: Mikra-mailako zehaztasunerantz garatzea, lineako detekzioa eta talken optimizazioa indartuz;
3. Ekoizpen malgua: molde aldaketa azkarra (≤15 minutu), barietate anitzeko, lote txikiko ekoizpenera moldagarria;
4. Arazte digitala: biki digitalak konbinatzea garapen-zikloak %30 baino gehiago laburtzeko;
5. Fabrikazio Berdea: Ingurumena errespetatzen duena eta energia aurreztea, energia berrien ibilgailuen beharretara egokituz.
Maiz egiten diren galderak
1.G.: Zer material erabiltzen dira normalean Automozioko aurrealdeko panelen muntaketa estanpatzeko trokeletan?
A1: Lan piezak batez ere gogortasun handiko molde altzairuak erabiltzen dituzte, hala nola SKD11, Cr12MoV eta DC53. Marrazketa sakoneko piezak egiteko eta habeak osatzeko eremuak sendotzeko, hauts metalurgiako abiadura handiko altzairua edo zementuzko karburoa erabiltzen da. Moldearen markoak 45 altzairua eta Q235 bezalako egiturazko altzairuak erabiltzen ditu, eta pieza estandarrak, hala nola gida-zutabeak eta gida-mahukak, GCr15 altzairua erabiltzen dute. Konformazio kurbatu oso zorrotzetarako gainazaletarako, zeramikazko edo diamantezko estaldura-materialak erabiltzen dira batzuetan higadura-erresistentzia eta moldearen iraupena bermatzeko.
2.G.: Zenbat irauten du automozio aurreko fascia muntatzeko moldeen ekoizpen-zikloa?
A2: Aurrealdeko fascia muntatzearen konplexutasun eta doitasun eskakizunen arabera, ekoizpen-zikloa 16-24 astekoa izaten da. Aurrealdeko fascia muntatzeko molde estandarrek 16 aste behar dituzte gutxi gorabehera, aurrealdeko fascia kurbatu konplexuek 20 aste behar dituzte eta aurrealdeko fascia muntatzeko molde ultrahandiek edo arinek 24 aste baino gehiago behar dituzte. Ziklo espezifikoa aurrealdeko fascia-egituraren konplexutasunaren, gainazal kurbatuaren zailtasunaren eta talkaren segurtasunaren errendimendu-baldintzen araberakoa da.
Q3: Zein da moldeen zerbitzu-bizitza?
A3: Erabilera eta mantentze-baldintza normaletan, aurrealdeko fascia muntatzeko estanpazio-moldeen iraupena 300.000 ziklo baino gehiago irits daiteke. Kalitate handiko materialen, tratamendu termiko egokiaren eta doitasuneko mekanizazioaren bidez, molde batzuen iraupena 500.000 ziklora irits daiteke. Higadura handiko eremuek, hala nola, sakoneko konformazio-eremuak, habeak osatzeko gainazal sendotzekoak eta gainazal kurbatuek aldizkako mantentze-lanak eta ordezkapenak behar dituzte produktuaren kalitatea eta konformazioaren egonkortasuna bermatzeko.
4.G.: Nola bermatzen dira aurrealdeko fascia-ren muntaiaren doitasuna eta segurtasuna?
A4: CAE analisiaren bidez konformazio-prozesuaren parametroak optimizatuz, doitasun handiko gida-sistema bat erabiliz, materialaren itzulera eta lodieraren banaketa kontrolatuz eta moldearen zehaztasuna aldizka ikuskatuz eta mantenduz, aurrealdeko panelaren muntaketaren dimentsio-zehaztasuna ± 0,1 mm-tan kontrola daiteke eta estalki-azalen lautasuna 0,15 mm/m-ra irits daiteke. Aldi berean, egitura-diseinu arrazoizko batek eta tratamendu termikoko prozesu batek aurrealdeko panelaren muntaiak egitura-indarra eta talka-segurtasun-errendimendu nahikoa duela bermatzen du.
5.G.: Zeintzuk dira kontrol-puntu nagusiak Automotive Front Panel Assembly Stamping Dies-en fabrikazio-prozesuan?
A5: Aurrealdeko panelen muntaketa-moldeen fabrikazioko kontrol-puntu nagusiak honako hauek dira: ① Estalkiaren gainazaleko profil handien mekanizazio zehatza lautasuna eta gainazaleko zehaztasuna bermatzeko; ② Habe-egituren konformazio-kalitatea indartzea posizioa eta indarra bermatzeko; ③ Gainazal kurbatu konplexuen material-fluxua kontrolatzea akatsak ez sortzeko; ④ Muntatzeko zuloen zehaztasun mekanizatzea muntaia zehaztasuna bermatzeko; ⑤ Bero tratamendu prozesua gogortasuna eta gogortasuna bermatzeko. Kontrol-puntu bakoitzak kalitate-ikuskapen zorrotza eta prozesu-kontrola eskatzen ditu, batez ere estalki handien osaketa eta gainazaleko egitura kurbatu konplexuen kontrol zehatza.
Hot Tags: Automobilgintzako aurrealdeko panelen muntaketa estanpatzeko trokelak, Txina, fabrikatzailea, hornitzailea, fabrika
Bidali kontsulta
Harremanetarako informazioa
-
Helbidea
Fengze Two Avenue, Balitai Industrial Park, Jinnan Barrutia, Tianjin hiria, Txina
-
Tel
-
Posta elektronikoa
Ongi etorri gure webgunera! Gure produktuei edo prezio-zerrendei buruzko kontsultak egiteko, utzi zure posta elektronikoa eta 24 orduko epean jarriko gara harremanetan.











