 Int'L Trading Co.,Ltd.")
Euskal
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


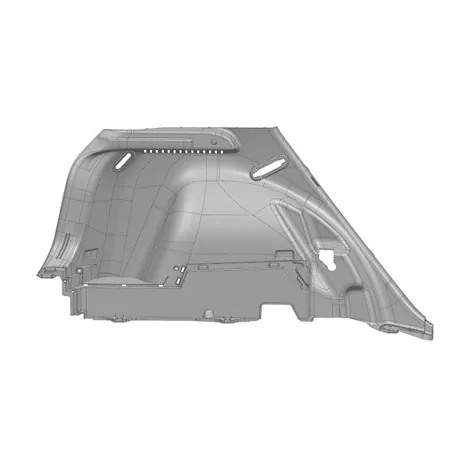

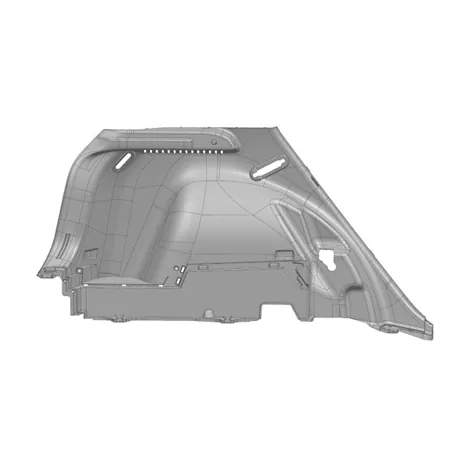
Automozioko Ezkerreko Alboko Panel Estanpatzeko Troquela
SIKAIDA Automotive Left Side Panel Stamping Die estanpazio trokel sistema handi, doitasun handiko eta konplexua da, altzairuzko edo aluminiozko xaflen ezkerreko alboko panel integrala estanpatzeko bereziki diseinatua. Hainbat lan-estazio ditu, besteak beste, zuritzeko trokelak, marrazteko trokelak, ebakitzeko trokelak eta bridatzeko trokelak. Txinako fabrikatzaile profesional gisa, SIKAIDAk diseinu-kontzeptu aurreratuak, doitasunezko fabrikazio-teknologia eta errendimendu fidagarria baliatzen ditu automobilgintza-ekoizpen modernoaren estandar altuak erabat betetzen dituzten industrian liderrak diren produktuak sortzeko, mundu mailako auto-fabrikatzaileei kalitate handiko trokelen estanpazio irtenbideak eskaintzeko konpromisoa hartuz.
SIKAIDA Automotive Left Side Panel Stamping Die SIKAIDAk garatutako estanpazio-tresna sistema handi, doitasun handiko eta konplexua da, altzairuzko edo aluminiozko xaflen ezkerreko alboko panel integrala estanpatzeko. Ez da trokel bakarra, sistema integratu oso bat baizik, funtsezko osagaiak barne dituena, hala nola, husturako trokelak, marrazteko trokelak, ebakitzeko trokelak eta bridatzeko trokelak. Produktu honen fabrikazio-mailak zuzenean automozioko karrozeria panelen estanpazioko trokelen estandarrik altuena adierazten du eta SIKAIDAk trokelen industriako hornitzaile profesional gisa duen indar integralaren ikur nagusia da.
Produktuaren ezaugarri zehatzak
1. Tamaina Handia eta Egitura Konplexua
Kotxe baten ezkerreko alboko panela tamaina handikoa da (normalean 1,5 metro baino gehiagoko luzera eta 0,8-1 metroko zabalera), forma konplexua du, marrazketa sakoneko ezaugarriak, kurbadura konplexuak, leihoen irekierak eta ezaugarri-lerroak barne. SIKAIDAren Automotive Left Side Panel Stamping Die-k alboko panelean muntatzeko zuloak, saihetsak sendotzeko eta brida-xehetasunak osatu ditzake. Moldearen egituraren simulazio profesionalaren analisiaren eta optimizazioaren bidez, zentzuzko tentsioaren banaketa eta konformazio egonkorra bermatzen du.
2. Doitasun handiko eta kalitate handiko eskakizunak
Auto baten kanpoko osagai nagusi gisa, ezkerreko alboko panelak marradurarik, zimurrik, zimurrik eta bestelako akatsik gabe egon behar du. SIKAIDAk kalitatea zorrotz kontrolatzen du, moldeen gainazaleko akaberarako eta presio banaketarako baldintza zorrotzekin. Gakoen konformazio-azalak fin-fin leundu dira ispilu-akaberaraino, estanpazio garaian xaflaren eta moldearen arteko marruskadurak eragindako gainazaleko akatsak eraginkortasunez saihestuz.
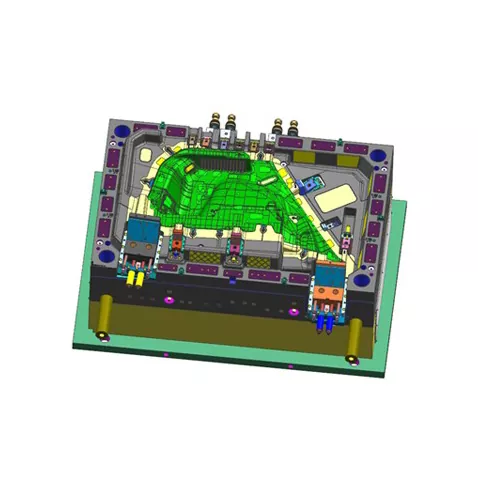
3. Prozesu Anitzeko Konformazio Integratua
Ezkerreko alboko panelaren estanpazioak hainbat prozesu etengabe bete behar ditu, zuritzea, marraztea, moztea eta bridatzea barne. SIKAIDAren Automotive Left Side Panel Stamping Die-k ezin hobeto funtzionatzen du ekoizpen-lerro automatizatu modernoekin, transferentzia robotikoen teknologia erabiliz, estazio anitzeko estanpazio jarraitua lortzeko. Horrek produkzio-eraginkortasuna produktuaren kalitate koherentearekin orekatzen du, eta prozesu zientifikoen diseinuak ekoizpen-zikloak laburtzen ditu eta kostuak murrizten ditu.
4. Gidatze eta Orekatze Sistema Konplexua
Alboko panelen forma konplexuei eta dimentsio handiei aurre eginez, trokelak doitasun handiko gida-sistemaz hornituta dago (gida-zutabeak, gida-mahukak, alboko gida-plakak) goiko eta beheko trokelen itxiera zehatza bermatzeko. Orekatze-sistema integral batek (nitrogeno-malgukiak, oreka-bloke mekanikoak) estanpazio egonkorra eta segurua bermatzen du, trokelaren bizitza luzatuz.
5. Lubrifikazio eta aireztapen sistema aurreratua
Trokelak lubrifikazio-sistema automatiko konplexu bat dauka, estanpazioan zehar lubrifikatzailea automatikoki aplikatzen duena, xaflaren eta trokelaren arteko marruskadura murriztuz eta konformazioaren kalitatea hobetuz. Marrazteko trokel handiek puntu anitzeko aireztapen-sistemaz hornituta daude, harrapatutako aireak eragindako zimurrak, urradurak eta beste akats batzuk saihesteko.

Produktuaren Ezaugarriak eta Aplikazioak
SIKAIDA Automotive Left Side Panel Stamping Die bidaiarien ibilgailuen alboko panelak fabrikatzeko erabiltzen da batez ere, hala nola sedan, SUV eta MPV. Kabinen alboko panelen eta ibilgailu komertzialen beste estalki batzuen ekoizpenean ere erabil daiteke. Moldeak erresistentzia handiko aleazio-altzairuz eginak dira, gainazal gakoak tratamendu termikoa eta zehaztasunez leuntzea jasaten dutenak, higadura-erresistentzia handia, doitasun handikoa eta bizitza luzea lortzen dutenak. Produkzio-esperientzia handia duen lantegi profesionala denez, SIKAIDAk molde-soluzioak pertsonaliza ditzake ibilgailu-eredu desberdinen eta bezeroen beharren arabera, automobilgintzaren ekoizpen-eskakizun anitzak betez.
Fabrikazio Prozesuaren Sarrera
1. Produktuen analisia eta CAE simulazioa
Moldeen diseinua baino lehen, SIKAIDAk estanpazio-simulazioko software profesionala erabiltzen du, hala nola AutoForm eta Dynaform, alboko panelen moldagarritasuna, tentsioa eta malgutasuna aurreikusteko, kalitate-arriskuak aldez aurretik identifikatuz, prozesu-soluzioak eta molde-egiturak optimizatuz eta proba- eta aldaketa-kostuak murriztuz.
2. Moldeen Diseinua
UG eta CATIA bezalako 3D diseinuko software aurreratua erabiltzen da osagai guztien 3D diseinu osoa osatzeko, goiko moldea, beheko moldea eta presio-eraztuna barne. Moldearen zehaztasuna eta egonkortasuna bermatzeko, txapa-lodiera eta malgukiaren konpentsazioa bezalako faktoreak guztiz kontuan hartzen dira. Diseinu-eskema ingeniari profesionalek berrikusi eta berresten dute.
3. Materialen hautaketa
Automotive Left Side Panel Stamping Die substratuak kalitate handiko karbono altzairu estrukturala (adibidez, 45 altzairua) edo aleaziozko egitura altzairua (adibidez, 42CrMo) erabiltzen ditu gogortasuna eta zurruntasuna bermatzeko. Laneko piezak (profilak, ebaketa-ertzak) karbono handiko, kromo handiko erreminta altzairua (adibidez, Cr12MoV, SKD11) edo hauts metalurgia altzairua erabiltzen dute gogortasun handia, higadura erresistentzia handia eta moldearen bizitza luzatzeko.
4. Doitasunezko mekanizazioa
- Zabarraren mekanizazioa: Hasierako mekanizazioa gantry fresatzeko makina handi batekin edo CNC gantry mekanizazio zentroarekin egiten da, akaberarako hobariarekin.
- Akaberako mekanizazioa: abiadura handiko CNC mekanizazio zentroko profilen eta ebaketa-ertzen zehaztasun mekanizatzeak dimentsio-zehaztasuna eta gainazaleko zimurtasuna bermatzen ditu.
- Mekanizazio berezia: Deskarga elektrikoko mekanizazioa (EDM) profil eta izkin konplexuak prozesatzeko erabiltzen da; alanbrezko elektroerosia zehaztasun-zuloak eta ingerada mekanizatzeko erabiltzen da; Tenplaketa eta tenplaketa 48-52 HRC-ko gogortasuna lortzeko egiten dira.
- Gainazalaren tratamendua: profilei kromatu gogorra edo nitrurazioa aplikatzen zaie gogortasuna eta higadura erresistentzia hobetzeko, herdoilaren prebentzioa eta koipeztatzea ere egiten da.
5. Muntaketa eta arazketa (T0 Trial Mold)
Osagai guztiak molde oso batean muntatzen dira, estanpazio-ekipoan instalatuta, proba moldeatzeko. Teknikari profesionalek behin eta berriz doitzen dituzte prozesuaren parametroak, hala nola presioa eta trazua, pieza kualifikatu bat ekoitzi arte. Lehen piezaren ikuskapena eta dimentsio-neurketaren berrespena egin ondoren, bezeroari entregatzen zaio.
Garapen joerak
1. Moldea integratua ultrahandia
Automobilgintzako alboko panelak egitura integratu handiagoetara garatzen ari dira, moldearen tona handiagoa (2000 tonatik gorakoa) eta dimentsio-egonkortasuna eskatzen dutenak. SIKAIDAk etengabe optimizatzen ditu diseinu eta prozesatzeko teknologia, eta alboko panelen estanpazioko trokel integratuen garapena ahalbidetzen du, energia berrien ibilgailuen eta hurrengo belaunaldiko modeloen beharrak asetzeko.
2. Material Arina Aplikazioa
Automobilgintzaren pisu arinaren garapenarekin, erresistentzia handiko altzairua eta aluminio aleazioak bezalako material berriak asko erabiltzen dira. SIKAIDAk moldeen egitura eta gainazal tratamenduaren teknologia optimizatzen ditu material berrien konformazio-ezaugarrietara egokitzeko (adibidez, aluminio-aleazioko matrizeak estaldura eta lubrifikazio-sistema bereziez hornituta daude).
3. Fabrikazio Adimentsua eta Digitalizazioa
Presio- eta tenperatura-sentsoreak moldean txertatzen dira estanpazio-parametroak denbora errealean kontrolatzeko, mantentze-lan prediktiboa eta prozesuaren optimizazioa ahalbidetuz. Arazketa birtualerako biki digitalaren teknologiarekin konbinatuta, garapen-zikloa % 20-30ean labur daiteke, I+G eraginkortasuna hobetuz.
4. Trokelen aldaketa azkarra eta automatizazioa
Barietate anitzeko, lote txikiko ekoizpen-beharretarako, moldeak trokel-aldaketa azkarreko egitura bat hartzen du (blokeatze azkarra, kokapen automatikoa), robot automatizatuekin eta ikusmen-ikuskapen-sistemekin batera, estanpazio-ekoizpenean automatizazio-maila handia lortuz eta ekoizpen-malgutasuna hobetuz.
Maiz egiten diren galderak
1.G.: Zein material erabiltzen dira normalean Automozioko Ezkerreko Panelaren estanpazio trokelerako?
A1: Moldearen oinarriak kalitate handiko karbonozko egitura altzairua (esaterako, 45 altzairua) edo aleaziozko egitura altzairua (adibidez, 42CrMo) erabiltzen du. Laneko piezak (profilak, ebaketa-ertzak) karbono handiko, kromo handiko erreminta altzairua (adibidez, Cr12MoV, SKD11) edo hauts metalurgia altzairua erabiltzen dute gogortasun handia (48-52 HRC) eta higadura erresistentzia handia bermatzeko. Goi-mailako molde batzuek karburo zementudun edo gainazaleko estalduraren teknologia erabiltzen dute bizi-iraupena hobetzeko.
2.G.: Zenbat irauten du automozioko ezkerreko panelen estanpazio-molde baten fabrikazio-zikloa?
A2: Automobil baten ezkerreko alboko panelerako trokelak estanpatzeko fabrikazio-zikloa normalean 8 eta 15 hilabete bitartekoa izaten da, piezaren konplexutasuna, doitasun-baldintzak eta ekoizpen-ahalmena bezalako faktoreen arabera. Gainazal kurbatu konplexuen alboko paneleko trokelen garapen-zikloa 15 hilabete baino gehiagokoa izan daiteke, eta egitura sinpleko trokelak 8 eta 10 hilabeteko epean osa daitezke. Prozesu osoak, diseinutik eta prozesatutik muntaketa eta arazketara arte, hainbat sailen arteko lankidetza eskatzen du.
Hot Tags: Automotive Ezkerreko Panel Stamping Die, Txina, fabrikatzailea, hornitzailea, fabrika
Bidali kontsulta
Harremanetarako informazioa
-
Helbidea
Fengze Two Avenue, Balitai Industrial Park, Jinnan Barrutia, Tianjin hiria, Txina
-
Tel
-
Posta elektronikoa
Ongi etorri gure webgunera! Gure produktuei edo prezio-zerrendei buruzko kontsultak egiteko, utzi zure posta elektronikoa eta 24 orduko epean jarriko gara harremanetan.











